Using Lascar’s temperature and humidity loggers to monitor humidity levels in wood storage areas
Designing a kitchen or a bathroom is not just about where to put the sink – there is an art to it, from the layout of the room to the materials used in the actual design.
The quality of not only the appliances but also the furnishing materials makes a huge impact on the overall effect, although the amount of moisture generally prevalent in these two rooms often proves to be a challenge to manufacturers of furniture. Yorktowne Cabinetry has faced this challenge for more than a century and has grown to become one of America’s largest producers of fine quality, semi-custom cabinetry.

To ensure the best quality of the finished product, Yorktowne manages the entire manufacturing process. It begins in the Mifflinburg facility with green lumber, which is dried and cut down to frame, door, and drawer components. These components are then shipped to the Red Lion manufacturing plant, where they are stained, assembled, and finally sent to customers.
Phil Hersey, erstwhile Quality Technician at Yorktowne’s Red Lion plant, explains that the effect of humidity on wood plays an important role in the production of cabinetry. “If there’s too much moisture in the air, the wood will swell. Too little, the wood could crack. It’s a tricky task, but we strive for a balance,” Phil says.
Yorktowne uses a central humidity system to control the environment at the Red Lion facility. “The wood comes to our location in an unfinished condition,” explains Phil.
“We get shipments of cut raw wood from Mifflinburg, so we color, treat, and then assemble it into full cabinets. We need to constantly monitor and control the humidity. If the wood is well conditioned here, then by the time it gets to our customer’s home and balances in that environment, we should have a successful product.”

The cost of failure drastically rises if the wood is not stored in a proper environment. “Our ongoing quality culture entails constantly looking for improvement opportunities. We want to minimize wood component loss,” says Phil.
“The biggest hurdle here is to stabilize the wood by controlling the humidity; we need to build cabinets without the wood splitting.” Yorktowne wanted to monitor their central humidity system in an effort to minimize losses, and they first chose a shelf recorder to do so.
Phil recalls, “We used a device that only recorded statically, and since we had to manually log the information, we had no idea what the environment was like when the plant shut down for the weekend. This just didn’t work – we had to regulate the humidity more dynamically.”
Phil knew he had to look for a better way to measure temperature and humidity consistently, and he soon came across the data loggers on Lascar Electronics’ website. “I had been going through the internet and found these loggers, and two days later our Quality personnel at the Mifflinburg plant said they had something we needed to try,” Phil laughed.

Yorktowne began in several locations to utilize Lascar’s EL-USB-2, a low cost temperature and humidity USB data logger. Using the configuration software provided free of charge with each unit, Phil was able to program the devices to take readings every five minutes and then leave them in key areas of production or storage to track the humidity.
“We have a logger in nearly every part of the plant where our product will go. We wanted to track what conditions our wood experiences at Red Lion,” he explains. “One particularly important area is where we store the decorative accessories – shaped legs for a table or other pieces of wood with carved scrolls and patterns – to have those split is especially costly, and could impact our ability to deliver in a timely fashion.”
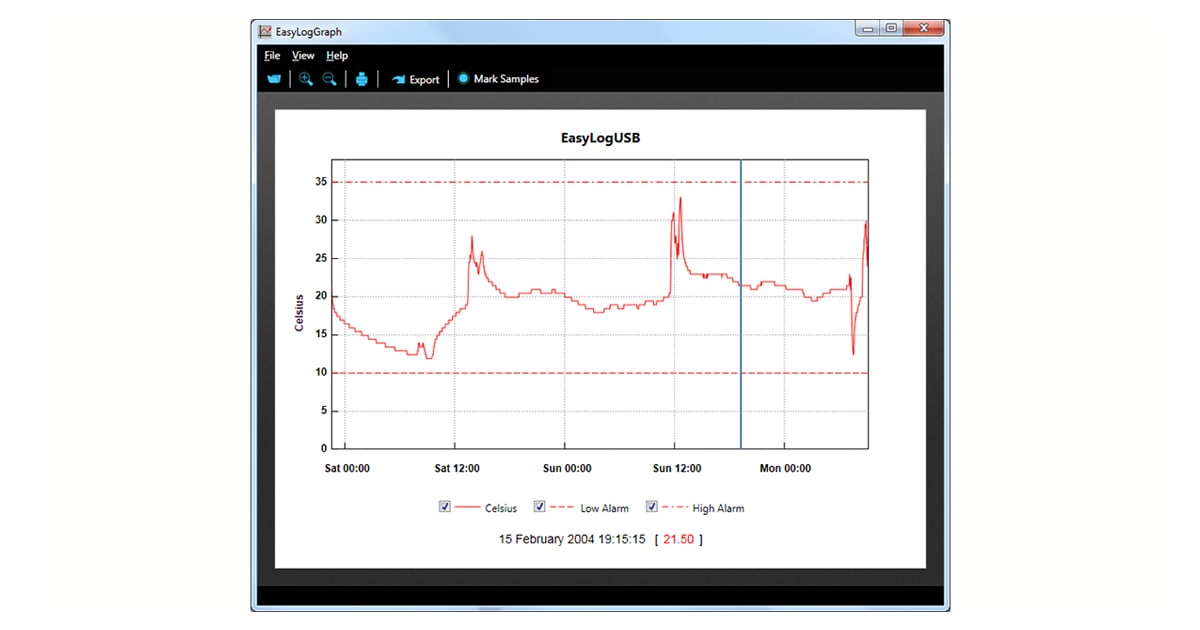
After leaving the units to log for seven days, Phil later downloads the readings and graphs a full week’s worth of data. “These data loggers are priceless,” he says. “They made it easier for me to convey our need to monitor our plant’s environment constantly – even when we’re not physically closed. All I had to do was distribute the graph.” Once they tightened control of the plant’s central humidity system based on data from the EL-USB-2, Yorktowne quickly noticed a significant drop in the amount of scrapped wood.
“I was seeing up to 45-50 scrap pieces of materials, from doors, door fronts, and frames, on a day to day basis,” explains Phil. “That number has been cut in half. We’re looking at $300- $400 savings a week on scrap! The way we’ve set the humidity settings, the wood is now getting the proper moisture as it sits over the weekend. We can see at Monday morning startup that the splits in wood have drastically come down.”
Happy with the results they’ve already had from monitoring heating and humidity systems at several facilities, Yorktowne is discussing the use of the EL-USB-2 during the transport of product between plants. “When we get into humid portions of the summer, the cabinet doors can receive an overabundance of moisture in the truck,” says Phil.
“The wood would swell – five or six cabinets will crack in a box just during transportation. There are many more avenues to use this device, especially in the summer months.”
Phil is confident that the loggers will continue to assist Yorktowne in minimizing the amount of scrap loss at the facility. “Yorktowne is constantly striving for innovative solutions to better serve its customer base.”